










TIG溶接のメリットとデメリット:製造業で知っておきたいポイント
目次
はじめに
TIG溶接とは
TIG溶接(Tungsten Inert Gas溶接)は、高品質な溶接結果を得られる精密な溶接方法として、製造業界で広く活用されています。TIGはタングステン-不活性ガス溶接の略称で、消耗しないタングステン電極と、溶接部を酸化から保護する不活性ガス(主にアルゴンガス)を使用する特徴があります。電極と母材の間にアークを発生させ、そのアークの熱で母材を溶融させて接合する方法です。
このコラムの目的
本コラムでは、製造業に携わる方々に向けて、TIG溶接の基本的な仕組みからメリット・デメリット、適した用途まで詳しく解説します。溶接方法の選択は製品の品質や生産効率に大きく影響するため、TIG溶接の特性を正確に理解することは、製造プロセスの最適化に役立ちます。
TIG溶接の基本
TIG溶接の仕組み
TIG溶接の基本的な仕組みは以下の通りです:
- タングステン電極と溶接する母材との間にアークを発生させます
- アークの熱によって母材が溶融します
- 必要に応じて溶加材(フィラーロッド)を手動で加え、溶接部を形成します
- アルゴンなどの不活性ガスが溶接部を覆い、大気からの酸化を防ぎます
TIG溶接は特に熟練度を要する溶接方法で、溶接の品質は作業者の技術に大きく依存します。電極と母材の距離、アークの安定性、適切な溶加材の供給タイミングなどを的確にコントロールする必要があります。
使用される機材と材料
TIG溶接で使用される主な機材と材料は以下の通りです:
機材:
- TIG溶接機(直流または交流電源)
- TIGトーチ(タングステン電極を保持し、冷却水とシールドガスを供給)
- フットペダル(電流調整用)
- 冷却装置(水冷式トーチの場合)
- ガスレギュレーター(シールドガスの流量調整)
材料:
- タングステン電極(様々な径とタイプがあり、用途に応じて選択)
- シールドガス(主にアルゴン、ヘリウム、またはその混合ガス)
- 溶加材(フィラーロッド、母材と組成が近いものを選択)
適切な機材と材料の選定は、溶接品質に直接影響するため、溶接対象や目的に合わせた選択が重要です。
TIG溶接のメリット
高品質な接合
TIG溶接の最大の特長は、優れた溶接品質にあります:
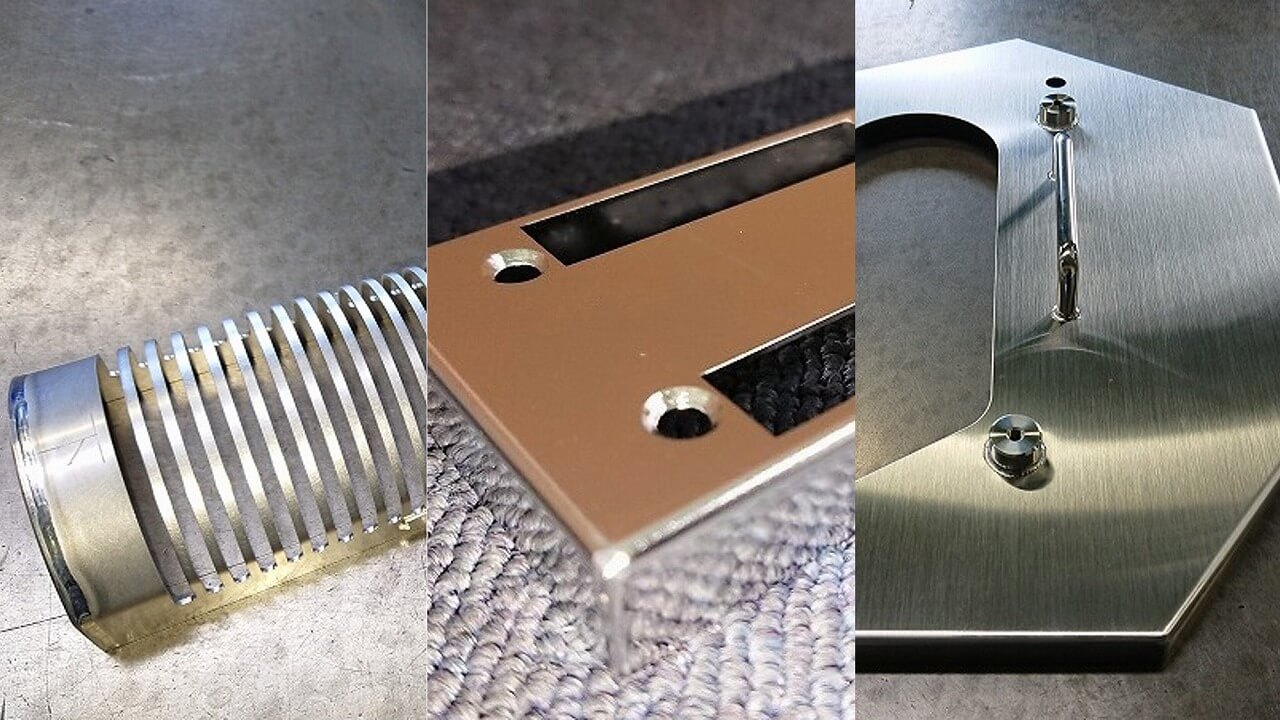
- 美しい溶接ビード:スパッタ(溶接時に飛び散る金属粒)がほとんど発生せず、均一で美しい溶接ビードを形成できます
- 溶け込みの制御:アーク熱の精密な制御が可能なため、適切な溶け込み深さを実現できます
- 高強度な接合:正確な溶接により、母材の強度を損なわず高品質な接合が可能です
- 清浄な溶接部:不活性ガスによるシールドにより、酸化や不純物の混入を最小限に抑えられます
これらの特性により、航空宇宙産業や医療機器など、高い品質基準が求められる分野で特に重宝されています。
幅広い材料に対応可能
TIG溶接は多様な金属材料の溶接に適しています:
- ステンレス鋼:耐食性を損なわない精密な溶接が可能
- アルミニウムとその合金:交流電源を使用することで効果的に溶接できる
- マグネシウム合金:軽量構造部品の溶接に適している
- チタン:航空宇宙や医療分野で使用される特殊金属の溶接
- ニッケル合金:高温環境で使用される部品の溶接
- 銅合金:電気伝導性を要する部品の溶接
異種金属の溶接にも対応できるため、複合材料を使用する設計において重要な役割を果たします。
精密な制御が可能
TIG溶接では、溶接パラメータを精密に制御できる利点があります:
- 入熱量の調整:フットペダルなどを使って溶接中にリアルタイムで入熱量を調整できる
- 溶接速度のコントロール:作業者のスキルに基づいて溶接速度を自在に調整可能
- 薄板溶接の実現:入熱を最小限に抑えられるため、0.5mm以下の薄板でも歪みを抑えた溶接が可能
- 位置制御の自由度:手動操作により複雑な形状や狭い場所でも精密な溶接が可能
この精密な制御性は、複雑な形状や精密部品の製造において大きなアドバンテージとなります。
低い煙やスパッタの発生
TIG溶接は作業環境の面でも優れた特性を持っています:
- クリーンな作業環境:煙やヒュームの発生が少なく、作業者の健康リスクを低減
- スパッタレス:金属粒子の飛散がほとんどないため、後処理の工数を削減
- 低い騒音レベル:他の溶接方法と比較して比較的静かな作業が可能
- 視認性の高さ:煙が少ないため溶接部を明確に観察しながら作業できる
これらの特性により、クリーンルーム近くでの作業や、美観が重要な製品の製造に適しています。
TIG溶接のデメリット
熟練が必要
TIG溶接は習得に時間と経験を要する技術です:
- 高い技術要件:両手を使って電極と溶加材を同時に操作する高度な技術が必要
- 長い習熟期間:基本的な操作の習得だけでも数ヶ月かかることが一般的
- 熟練度による品質差:技術者のスキルによって溶接品質に大きな差が生じる
- 継続的なトレーニングの必要性:高い品質を維持するには定期的な訓練が必要
人材育成や技術継承の観点から、計画的な教育システムの構築が求められます。
作業の遅さ
TIG溶接は他の溶接方法と比較して作業速度が遅いという欠点があります:
- 低い生産性:MAG溶接などの半自動溶接と比較して作業速度が遅い
- 段取り時間の長さ:適切な設定や準備に時間がかかる
- 手動操作の制約:自動化が難しく、長時間の連続作業に向かない
- 薄板の多段溶接:厚板の場合、複数回のパスが必要になり時間がかかる
大量生産よりも、少量多品種の精密部品製造に向いています。
初期投資と運用コスト
TIG溶接は設備投資やランニングコストが比較的高い傾向にあります:
- 高価な設備:品質の良いTIG溶接機は他の溶接機より高価
- 消耗品のコスト:タングステン電極やシールドガスなどの継続的なコストがかかる
- 電力消費:長時間の作業では電力消費量が大きくなる
- 冷却設備の必要性:水冷式トーチを使用する場合は冷却装置も必要
中小企業にとっては初期投資の負担が大きい場合があります。
風や環境の影響
TIG溶接は環境条件に敏感な溶接方法です:
- シールドガスの乱れ:わずかな風でもシールドガスが乱れ、溶接品質に影響する
- 湿度の影響:高湿度環境では溶接品質が低下する可能性がある
- 温度変化の影響:周囲温度の変化が溶接パラメータに影響することがある
- 屋外作業の制限:屋外や風の強い環境では作業が困難
このため、管理された工場環境での使用が理想的です。
TIG溶接が適している用途
航空宇宙産業
航空宇宙分野ではTIG溶接の高品質な接合能力が重要視されています:
- 航空機エンジン部品:高温・高圧環境で使用される精密部品の溶接
- 燃料タンクや配管:漏れのない完全な気密性が要求される構造物
- チタン合金構造部材:軽量かつ高強度な航空機フレームの溶接
- 熱交換器:効率的な熱伝導が求められる複雑な構造物
信頼性と安全性が最優先される航空宇宙分野では、TIG溶接の高品質な結果が不可欠です。
医療機器の製造
医療分野でもTIG溶接の清浄性と精密さが活かされています:
- 手術器具:ステンレス製の精密医療器具の溶接
- インプラント:体内に埋め込まれる医療機器の製造
- ペースメーカー部品:小型で高信頼性が要求される電子機器ケース
- 歯科用器具:精密かつ耐久性の高い器具の製造
生体適合性と清浄性が重要な医療機器製造において、TIG溶接は重要な役割を果たしています。
自動車産業
自動車産業では特定の部品にTIG溶接が用いられています:
- 排気システム:高温に耐える排気マニホールドや特殊材料のマフラー
- レーシングカー部品:軽量化と高強度が求められる競技用車両の部品
- 燃料供給システム:漏れのない安全な燃料配管や接続部
- カスタム車両部品:高級車や特注車両の美観を重視した部品
特に高級車やモータースポーツ分野では、TIG溶接の高品質な仕上がりが価値を生み出します。
建設業
建設業界でも特定の用途でTIG溶接が選ばれています:
- 高級建築金物:外観が重視される装飾的な金属部品
- ステンレス手すり:美観と耐久性が求められる公共施設の手すり
- 特殊な構造物:アート作品や記念碑など美観が重視される金属構造物
- 水処理設備:衛生面が重要な配管や貯水タンク
特に目に触れる部分や美観が重視される建築要素においてTIG溶接の美しい仕上がりが活かされます。
TIG溶接を選ぶ際のポイント
コストと品質のバランス
TIG溶接の採用を検討する際は、コストと品質のバランスを慎重に評価する必要があります:
- 製品の要求品質:高精度・高品質が必須の製品には、高コストでもTIG溶接が適切
- 生産数量:少量生産なら人的コストを考慮してもTIG溶接が合理的な場合がある
- 代替溶接法との比較:他の溶接方法でも要件を満たせるか検討する
- 長期的コスト評価:初期投資は高くても、品質向上による後工程削減や不良率低減で総コストが下がる可能性
製品の付加価値とコストのバランスを考慮した選択が重要です。
作業環境の考慮
TIG溶接を実施する作業環境についても適切な評価が必要です:
- 屋内作業場の確保:風の影響を受けない安定した環境が必要
- 排気設備:わずかでも発生するヒュームに対応する換気設備
- 電源容量:安定した電力供給が必要
- ノイズ環境:精密作業のため、集中できる作業環境が望ましい
作業環境の整備は溶接品質に直結するため、適切な投資が必要です。
技術者の技術レベル
技術者の育成と確保も重要な検討ポイントです:
- 現有技術者の評価:現在の技術者のスキルレベルと必要なトレーニング期間
- 教育システムの構築:社内での技術継承の仕組み作り
- 資格取得の推進:公的な溶接資格の取得による技術レベルの保証
- 技術者の採用計画:必要な技術者の確保と長期的な人材育成計画
技術者の確保と育成は、TIG溶接導入の成否を左右する重要な要素です。
まとめ
TIG溶接の総合評価
TIG溶接は、高品質で美しい溶接結果を得られる精密な溶接方法です。多様な金属材料に対応でき、特に高品質が求められる航空宇宙産業、医療機器製造、高級自動車部品などの分野で重宝されています。その一方で、熟練技術の必要性、作業の遅さ、高いコストといった課題も抱えています。
TIG溶接の導入を検討する際は、製品の要求品質、生産数量、コスト制約、技術者の確保などを総合的に評価し、自社の製造プロセスに最適な選択をすることが重要です。
製造業におけるTIG溶接の将来性と展望
製造業の高度化と共に、TIG溶接の重要性は今後も変わらないでしょう。特に以下の点で発展が期待されます:
- 自動化技術の進展:ロボットによるTIG溶接の自動化により、熟練技術の再現と生産性向上
- デジタル制御の高度化:AI技術を活用した最適パラメータ設定や品質管理
- 新素材への対応:軽量化や機能性向上のための新素材溶接技術の発展
- 教育訓練の革新:VRやARを活用した効率的な技術者育成
技術革新と市場ニーズの変化に対応しながら、TIG溶接は今後も製造業において重要な位置を占め続けるでしょう。
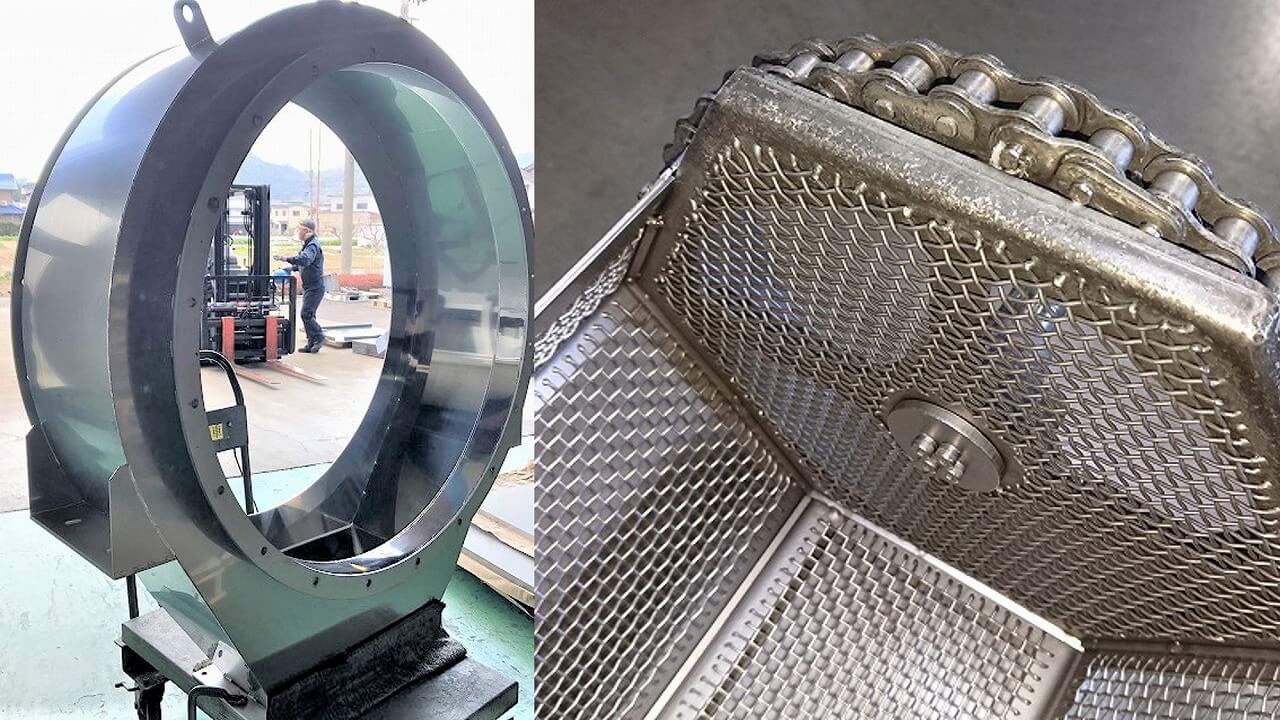
スエナミ工業では、お客様のニーズに合わせたTIG溶接サービスを提供しております。高品質なステンレス溶接や特殊金属の精密溶接など、熟練の技術者が丁寧に対応いたします。少量多品種の精密部品製造から大型構造物まで、幅広いご要望にお応えできますので、TIG溶接でお困りの際はぜひご相談ください。